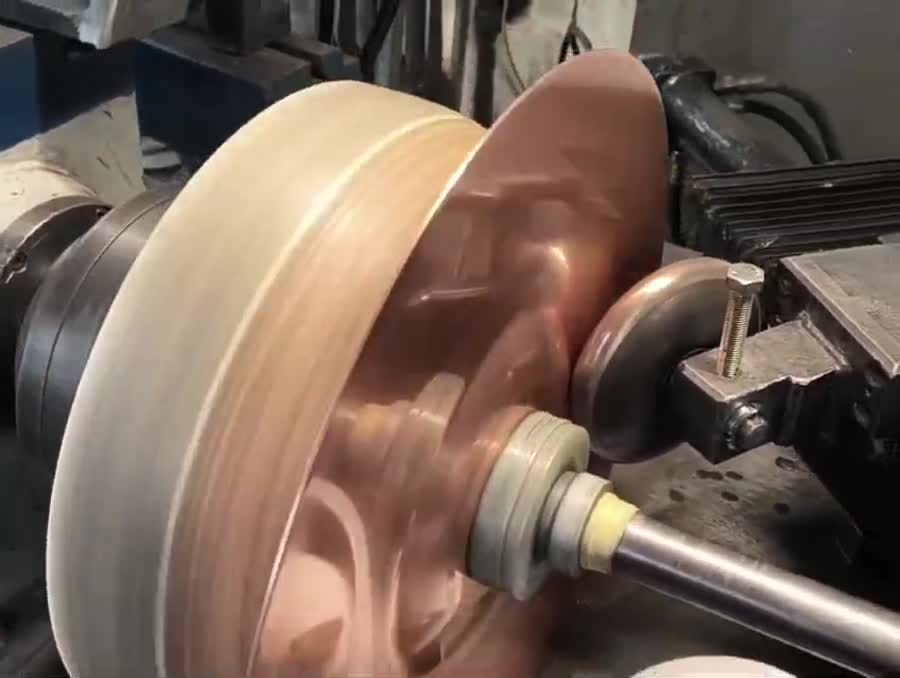
Wyoblanie dennic i półkul metalowych to precyzyjne formowanie blachy na wzorniku w celu uzyskania elementu wypukłego: dennicy, czaszy, denka, misy, pokrywy lub półkuli. Ta technologia jest szczególnie korzystna przy prototypach, seriach próbnych, krótkich seriach i detalach specjalnych, gdzie budowa pełnego zestawu tłoczników byłaby zbyt kosztowna albo zbyt wolna.
Zakres podstrony
Wyoblanie dennic z blachy — kiedy ta technologia ma sens?
Wyoblanie dennic polega na stopniowym formowaniu blachy na wzorniku, aż detal uzyska wymaganą średnicę, głębokość, promień i kształt krawędzi. W praktyce proces pozwala wykonywać elementy osiowo-symetryczne bez spawania wielu segmentów i bez kosztownego tłocznika przy małych lub średnich ilościach.
Dla klienta przemysłowego największą korzyścią jest elastyczność. Można wykonać prototyp, sprawdzić kształt, dopasowanie i montaż, a dopiero później uruchomić krótką lub powtarzalną serię. Przy detalach specjalnych to często bezpieczniejsze finansowo niż inwestowanie w narzędzie produkcyjne bez wcześniejszej próby.
Dennice metalowe
Denka, pokrywy i czasze o określonej średnicy, głębokości, promieniu oraz typie krawędzi.
Półkule metalowe
Elementy półkuliste i kuliste dla zastosowań technicznych, dekoracyjnych, osłonowych i prototypowych.
Czasze i misy
Formowane elementy wypukłe z aluminium, stali nierdzewnej, stali, miedzi lub mosiądzu.
Jakie dennice, półkule i czasze wykonujemy?
Wycena i technologia zależą od geometrii. Inaczej analizuje się płytką pokrywę, inaczej głęboką czaszę, a jeszcze inaczej półkulę z małym promieniem przy krawędzi. Kluczowe są: średnica, głębokość, promień, grubość blachy, gatunek materiału i wymagana jakość powierzchni.
Dennice płytkie
Pokrywy, denka i czasze o niewielkiej głębokości; zwykle łatwiejsze do oceny i szybsze w przygotowaniu.
Dennice głębokie
Detale wymagające dokładniejszej kontroli rozciągania materiału, kolejności przejść i ryzyka pocienienia.
Półkule z blachy
Elementy półkuliste, w których krytyczne są promień, regularność kształtu i kontrola powierzchni.
Czasze techniczne
Osłony, obudowy, elementy maszyn, pokrywy i komponenty przemysłowe wykonywane według rysunku.
Misy i pokrywy
Detale użytkowe, techniczne albo dekoracyjne z różnymi typami krawędzi i dalszą obróbką.
Elementy z kołnierzem
Dennice i czasze z krawędzią montażową, zawinięciem, wywinięciem albo przygotowaniem pod łączenie.
Materiały do wyoblania dennic i półkul
Dennice i półkule można wykonywać z wielu metali plastycznych. Nie każdy materiał zachowuje się tak samo: stal nierdzewna wymaga większej kontroli procesu niż aluminium, miedź wymaga szczególnej uwagi przy powierzchni, a mosiądz wymaga prawidłowego doboru gatunku i parametrów formowania.
| Materiał | Typowe detale | Uwagi technologiczne |
|---|---|---|
| Stal nierdzewna 304 / 316L / H17 | dennice nierdzewne, osłony, obudowy, pokrywy techniczne | wymaga kontroli nacisku, smarowania, promieni i śladów narzędzia |
| Aluminium | lekkie półkule, czasze, klosze, pokrywy i elementy dekoracyjne | dobre do formowania, ale wrażliwe na jakość powierzchni i zarysowania |
| Stal węglowa | denka, pokrywy, elementy użytkowe, osłony techniczne | często wymaga dalszego zabezpieczenia: lakierowania, cynkowania albo innej ochrony |
| Miedź | dennice miedziane, czasze, elementy dekoracyjne, części opraw | plastyczna, ale powierzchnia wymaga starannego prowadzenia narzędzia |
| Mosiądz | elementy ozdobne, oprawy, czasze, detale premium | wymaga oceny gatunku, promieni, grubości i oczekiwanej powierzchni |
Jak przygotować zapytanie o wyoblanie dennicy?
Najczęstszy błąd przy zapytaniu o dennicę to podanie wyłącznie średnicy. Przy takim detalu sama średnica nie wystarcza. Do poprawnej oceny potrzebna jest geometria przekroju, głębokość, promień, materiał, grubość i informacja, czy krawędź ma być obcięta, zawinięta, wywinięta albo przygotowana pod montaż.
Dane, które przyspieszają wycenę
- średnica zewnętrzna lub wewnętrzna dennicy,
- głębokość, wysokość albo promień półkuli,
- promień przejścia i promienie krytyczne przy krawędzi,
- materiał: stal nierdzewna, aluminium, stal, miedź, mosiądz,
- grubość blachy i ewentualny gatunek materiału,
- typ krawędzi: obcięta, kołnierz, zawinięcie, wywinięcie,
- liczba sztuk: prototyp, próbka, krótka seria, produkcja powtarzalna,
- wymagana powierzchnia: techniczna, dekoracyjna, pod polerowanie, pod lakierowanie,
- tolerancje, bicie, dopasowanie do drugiego elementu lub wymagania montażowe,
- informacja o dalszej obróbce: cięcie, otwory, polerowanie, galwanika, lakierowanie.
Jakość, ryzyka i ograniczenia przy dennicach
Dennice i półkule są bardziej wymagające niż proste stożki, ponieważ materiał jest formowany na głębokość. Przy większej głębokości rośnie znaczenie promienia, prowadzenia narzędzia, smarowania, właściwej kolejności przejść i oceny możliwego pocienienia materiału.
Pocienienie blachy
Przy głębokich czaszach i półkulach materiał może zmieniać grubość w strefach największego rozciągania.
Fałdowanie przy krawędzi
Nieprawidłowa geometria, nadmiar materiału albo zbyt agresywne prowadzenie procesu mogą powodować fałdy.
Małe promienie
Mały promień zwiększa trudność i może wymagać kilku przejść, korekty wzornika albo zmiany założeń projektu.
Jakość powierzchni
Detal dekoracyjny wymaga innego prowadzenia procesu niż element techniczny ukryty w zespole.
Powtarzalność serii
Przy serii warto zatwierdzić próbkę i warunki odbioru przed wykonaniem większej liczby sztuk.
Obróbka po wyoblaniu
Po formowaniu możliwe jest obcięcie krawędzi, przygotowanie pod montaż lub dalsza obróbka powierzchni.
Ocena wykonalności
Nie każda głęboka dennica lub półkula jest wykonalna z każdego materiału i każdej grubości blachy. Przy trudnych detalach najlepiej przesłać rysunek techniczny, zdjęcie, wzór lub szkic z wymiarami oraz wymaganiami odbioru.
Proces wykonania dennicy lub półkuli
Proces zaczyna się od analizy wymiarów i materiału. Następnie dobierany jest wzornik, sposób prowadzenia narzędzia, kolejne przejścia oraz wymagania końcowe. Przy trudnych detalach bezpiecznym etapem jest wykonanie próbki.
1. Rysunek lub wzór
Analizujemy średnicę, głębokość, promień, materiał, grubość i krawędź.
2. Ocena ryzyka
Sprawdzamy pocienienie, fałdowanie, powierzchnię i tolerancje.
3. Wzornik
Dobieramy lub przygotowujemy kształt prowadzący do wymaganej geometrii.
4. Próba
Wykonujemy pierwszą sztukę i sprawdzamy kształt, krawędź oraz powierzchnię.
5. Produkcja
Po akceptacji próbki można wykonać krótką lub powtarzalną serię.
Zastosowania dennic i półkul metalowych
Przemysł
Pokrywy, denka, osłony, obudowy, elementy maszyn i komponenty techniczne.
Oświetlenie
Czasze, klosze, odbłyśniki, obudowy lamp i elementy opraw specjalnych.
Elementy dekoracyjne
Półkule i czasze z miedzi, mosiądzu, aluminium lub stali nierdzewnej.
Prototypy
Pierwsze sztuki testowe do sprawdzenia kształtu, dopasowania i montażu.
Krótkie serie
Detale specjalne wykonywane bez pełnego kosztu narzędzi tłocznych.
Produkcja według wzoru
Analiza istniejącego elementu, zdjęcia, szkicu lub dokumentacji klienta.
Wycena wyoblania dennicy lub półkuli
Wyślij rysunek, szkic, zdjęcie lub wzór. Podaj średnicę, głębokość, promień, materiał, grubość blachy, liczbę sztuk, typ krawędzi i wymagania powierzchni. Na tej podstawie można ocenić technologię, koszt wzornika, ryzyka wykonania i cenę detalu.
Przykładowe dennice, półkule i czasze



Rodzaje dennic, półkul i czasz z blachy
Ta strona pełni rolę kategorii produktowej dla dennic metalowych, dennic z blachy, półkul, czasz, zakończeń, osłon i pokryw. Proces technologiczny jest opisany osobno na stronie wyoblanie dennic, dlatego tutaj najważniejsze są rodzaje detali, zastosowanie i dane potrzebne do wyceny.
Dennice i półkule mogą być stosowane w zbiornikach, obudowach, osłonach, elementach dekoracyjnych, oprawach oraz technicznych zakończeniach z blachy. Ostateczny kształt zależy od średnicy, głębokości, promienia, materiału, grubości i sposobu wykończenia powierzchni.
Dennica a półkula — różnica produktowa
Dennica może mieć różną głębokość, promień i krawędź, dlatego obejmuje zarówno płytkie czasze, jak i głębsze zakończenia. Półkula jest bardziej regularnym detalem promieniowym i zwykle wymaga dokładniejszej kontroli kształtu na większej powierzchni. Przy obu typach detali ważne są tolerancje i jakość oraz stabilny wzornik, opisany szerzej na stronie narzędzia i wzorniki.
Dane do wyceny dennic i półkul
| Dane | Dlaczego są potrzebne |
|---|---|
| Średnica i głębokość | Określają stopień formowania, wielkość krążka i ryzyko pocienienia. |
| Promień i krawędź | Wpływają na wzornik, liczbę przejść i stabilność obwodu. |
| Materiał i grubość | Decydują o docisku, smarowaniu, możliwości wykonania próby i wykończeniu. |
| Ilość i wymagania powierzchni | Pomagają określić koszt, powtarzalność i kontrolę odbioru. |
Ograniczenia i próby przy trudnych kształtach
Trudne są głębokie czasze, małe promienie, cienka blacha podatna na marszczenie, powierzchnie dekoracyjne oraz detale wymagające dopasowania do drugiej części. Dobór materiału opisuje strona materiały do wyoblania. Zapytanie z rysunkiem lub próbką można wysłać przez formularz wyceny.
Najczęstsze pytania
Jakie dennice i półkule można wykonać z blachy?
Można wykonać dennice, czasze, półkule, zakończenia, osłony, pokrywy i elementy techniczne. Kształt zależy od średnicy, głębokości, promienia, materiału i grubości.
Czym różni się dennica od półkuli?
Dennica może mieć różną głębokość, promień i krawędź. Półkula jest bardziej regularnym detalem promieniowym i zwykle wymaga dokładniejszej kontroli kształtu.
Jakie dane są potrzebne do wyceny dennicy lub półkuli?
Potrzebna jest średnica, głębokość, promień, typ krawędzi, materiał, grubość, ilość, wymagania powierzchni i informacja o zastosowaniu detalu.
Kiedy przy dennicy potrzebna jest próba?
Próba jest wskazana przy głębokich czaszach, małych promieniach, powierzchniach dekoracyjnych, cienkiej blasze i wymaganiu dopasowania do drugiego elementu.
Czy proces dennic jest opisany osobno?
Tak. Ta strona opisuje produkt i kategorię detali, a proces technologiczny jest opisany na stronie wyoblanie dennic.