Wyoblanie dennic jest usługą dla klientów, którzy potrzebują dennic, czasz, pokryw, mis, denek albo elementów głębokich z blachy. Technologia pozwala wykonać detal osiowo-symetryczny z jednego arkusza lub krążka blachy, często bez spawania i bez kosztownego tłocznika przy krótkiej serii.
Zakres usługi wyoblania dennic
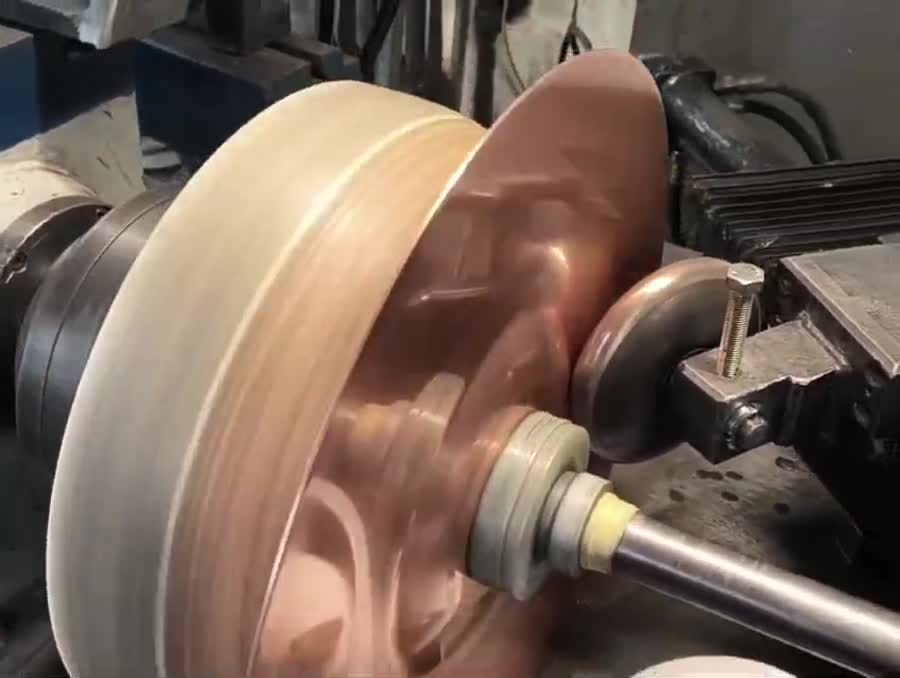
Na czym polega wyoblanie dennic?
Proces polega na stopniowym formowaniu blachy na wzorniku o kształcie odpowiadającym denku, czaszy lub pokrywie. Narzędzie prowadzi materiał po wzorniku, a kolejne przejścia kontrolują głębokość, promień, powierzchnię i krawędź detalu.
W porównaniu ze stożkami, dennice są zwykle trudniejsze technologicznie, ponieważ materiał jest mocniej formowany na głębokość. Ważne są: promień, pocienienie blachy, ryzyko fałdowania, stan powierzchni oraz sposób zakończenia krawędzi.
Dennice z jednego elementu
W wielu projektach można ograniczyć spawanie i wykonać element jako jednolitą formowaną część.
Prototyp i krótka seria
Wyoblanie pozwala wykonać próbkę bez dużej inwestycji w komplet tłoczników.
Detal według wymiaru
Średnica, głębokość, promień, krawędź i materiał mogą być dobrane pod projekt klienta.
Jakie dennice można wyoblać?
Najczęściej analizujemy detale osiowo-symetryczne, które można opisać przekrojem: średnicą, głębokością, promieniem i typem krawędzi. Wycena zależy od geometrii i materiału.
Dennice płytkie
Denka, pokrywy i czasze o niewielkiej głębokości, zwykle łatwiejsze technologicznie.
Dennice głębokie
Wymagają dokładnej analizy promieni, rozciągania materiału i kolejnych przejść.
Dennice z kołnierzem
Elementy z krawędzią montażową, odsadzeniem, zawinięciem lub wywinięciem.
Pokrywy i denka
Detale techniczne, użytkowe i dekoracyjne wykonywane według wymiaru.
Czasze i misy
Elementy głębsze, gdzie ważna jest powierzchnia i kontrola promienia.
Dennice dekoracyjne
Elementy z miedzi, mosiądzu, aluminium albo stali, gdzie liczy się wygląd.
Jak przygotować zapytanie o wyoblanie dennicy?
Do dokładnej wyceny potrzebujemy podstawowych danych wymiarowych i produkcyjnych. Jeżeli nie masz rysunku, można zacząć od zdjęcia lub wzoru, ale wymiary muszą zostać doprecyzowane.
Minimalny zestaw danych
- średnica zewnętrzna lub wewnętrzna,
- głębokość albo wysokość dennicy,
- promień czaszy / promień przejścia,
- materiał i grubość blachy,
- rodzaj krawędzi: obcięta, kołnierz, zawinięcie,
- liczba sztuk: prototyp, próbka, seria,
- wymagana powierzchnia i tolerancje,
- informacja o dalszej obróbce.
Projektowanie dennicy pod wyoblanie
Projekt dennicy musi uwzględniać zachowanie blachy podczas formowania. Zbyt głęboka geometria, zbyt małe promienie albo brak danych o powierzchni mogą znacząco zmienić koszt i ryzyko wykonania.
Głębokość
Im głębsza dennica, tym większe znaczenie ma liczba przejść i kontrola rozciągania materiału.
Promień
Mały promień zwiększa trudność formowania i może wymagać korekty projektu lub dodatkowych przejść.
Krawędź
Krawędź może być obcięta, z kołnierzem, zawinięta, wywinięta albo przygotowana pod montaż.
Powierzchnia
Detal dekoracyjny wymaga innego poziomu kontroli niż element techniczny ukryty w urządzeniu.
Kluczowa zasada przy dennicach
Nie każda głęboka czasza jest możliwa do wykonania z każdej grubości i każdego materiału. Przed produkcją trzeba ocenić ryzyko pocienienia, fałdowania i widocznych śladów procesu.
Materiały do wyoblania dennic
Dobór materiału decyduje o technologii, liczbie przejść, smarowaniu, narzędziu i powierzchni. Standardowo analizujemy miedź, aluminium, stal nierdzewną, stal i mosiądz.
| Materiał | Typowa dennica | Uwagi |
|---|---|---|
| Miedź | dennice dekoracyjne, czasze, elementy opraw | bardzo dobre zastosowanie dekoracyjne, wymaga kontroli powierzchni |
| Aluminium | lekkie denka, pokrywy, czasze, osłony | dobrze formowalne, ważne ślady narzędzia i smarowanie |
| Stal nierdzewna | dennice techniczne, elementy przemysłowe | trudniejsza w formowaniu, wymaga dobrej kontroli procesu |
| Stal czarna | pokrywy, denka, osłony użytkowe | często wymaga zabezpieczenia powierzchni po wykonaniu |
| Mosiądz | elementy dekoracyjne, techniczne, oprawy | ważny gatunek materiału i wymagania wizualne |
Wyoblanie dennic a inne technologie
| Porównanie | Kiedy wyoblanie dennic ma przewagę? |
|---|---|
| Wobec tłoczenia | Przy prototypach, krótkich seriach i indywidualnych wymiarach, gdzie tłocznik byłby zbyt kosztowny. |
| Wobec spawania | Gdy dennicę można wykonać jako jeden formowany element zamiast kilku części łączonych spoiną. |
| Wobec toczenia | Gdy detal może powstać z blachy, co ogranicza masę i zużycie materiału. |
| Wobec gotowych elementów katalogowych | Gdy potrzebny jest konkretny wymiar, głębokość, materiał, promień lub typ krawędzi. |
Wycena wyoblania dennicy
Wyślij rysunek, szkic, zdjęcie lub wzór. Podaj średnicę, głębokość, promień, materiał, grubość blachy, liczbę sztuk, typ krawędzi i wymagania powierzchni.
Przykładowe dennice i czasze



Jak przebiega wyoblanie dennicy?
Wyoblanie dennicy zaczyna się od oceny przekroju: średnicy, głębokości, promienia, krawędzi i grubości blachy. Następnie dobiera się wzornik oraz sposób prowadzenia narzędzia. Przy płytkich dennicach proces jest zwykle prostszy, natomiast głębokie czasze wymagają większej kontroli pocienienia, marszczenia i jakości powierzchni.
Ta strona opisuje proces wykonania. Jeżeli szukasz kategorii produktu, typów dennic, półkul i czasz, przejdź do strony dennice i półkule metalowe.
Dennica a półkula
Dennica może być płytką lub głęboką czaszą, pokrywą albo zakończeniem z określonym promieniem i krawędzią. Półkula jest detalem bardziej wymagającym geometrycznie, bo większa część powierzchni pracuje na promieniu. W obu przypadkach znaczenie ma materiał, grubość, promienie przejścia, jakość powierzchni oraz warunki odbioru opisane szerzej na stronie tolerancje i jakość.
Materiały, wzornik i dane do wyceny
Dennice można wykonywać z aluminium, stali nierdzewnej, stali, miedzi i mosiądzu, ale dobór materiału zależy od rysunku, geometrii i przeznaczenia detalu. Przy nowych kształtach często potrzebny jest wzornik, który określa promień, głębokość i powtarzalność. Więcej o przygotowaniu formy opisuje strona narzędzia i wzorniki, a o zachowaniu materiałów strona materiały do wyoblania.
| Dane wejściowe | Znaczenie dla procesu |
|---|---|
| Średnica i głębokość | Określają stopień formowania i ryzyko pocienienia. |
| Promień i typ krawędzi | Wpływają na kształt wzornika, liczbę przejść i kontrolę fałdowania. |
| Materiał i grubość | Decydują o docisku, smarowaniu, możliwości wykonania próby i jakości powierzchni. |
| Ilość i wymagania odbioru | Pomagają dobrać proces ręczny, CNC lub próbę przed serią. |
Przykłady zastosowań dennic
Wyoblone dennice i czasze stosuje się jako zakończenia zbiorników, osłony, pokrywy, elementy dekoracyjne, części opraw oraz techniczne zakończenia z blachy. Do wstępnej oceny wystarczy rysunek, zdjęcie lub wzór z wymiarami. Zapytanie można wysłać przez formularz wyceny.
Najczęstsze pytania
Jak przebiega wyoblanie dennicy?
Proces zaczyna się od oceny średnicy, głębokości, promienia, materiału i krawędzi. Następnie dobiera się wzornik oraz sposób prowadzenia narzędzia, a przy trudnych detalach wykonuje się próbę.
Czym różni się dennica od półkuli?
Dennica może być płytką lub głęboką czaszą, pokrywą albo zakończeniem z określonym promieniem. Półkula ma bardziej promieniową geometrię i zwykle wymaga większej kontroli kształtu.
Jakie materiały stosuje się do wyoblania dennic?
Można stosować aluminium, stal nierdzewną, stal, miedź i mosiądz. Dobór materiału zależy od rysunku, geometrii, grubości, powierzchni i przeznaczenia detalu.
Kiedy do dennicy potrzebny jest wzornik?
Wzornik jest potrzebny, gdy kształt, promień, głębokość albo wymagana powtarzalność nie pozwalają oprzeć się wyłącznie na istniejącym rozwiązaniu lub próbce.
Co podać do wyceny wyoblania dennicy?
Warto podać średnicę, głębokość, promień, typ krawędzi, materiał, grubość, ilość, wymagania powierzchni i informację, czy potrzebna jest próbka przed serią.