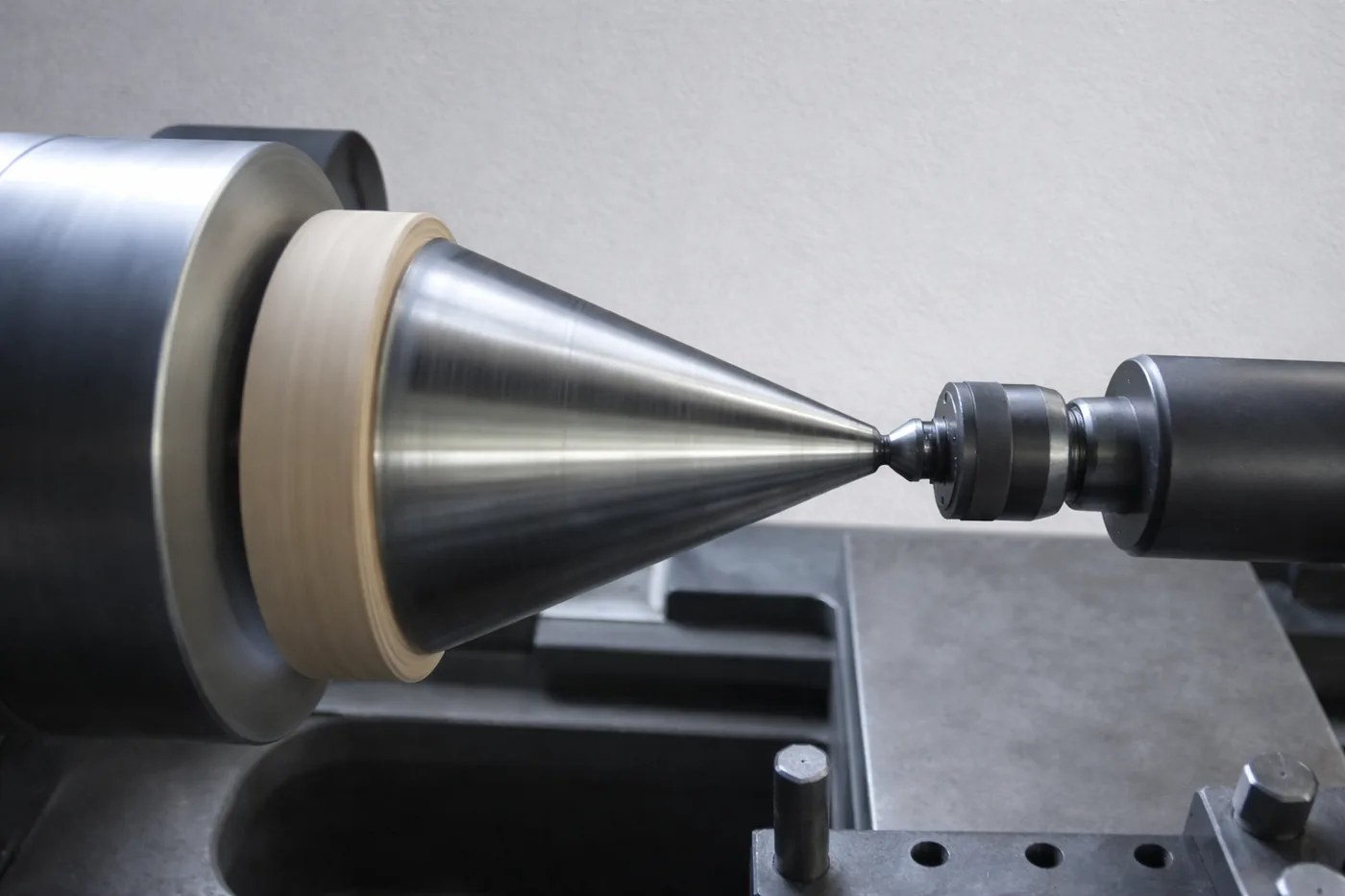
Wyoblanie stali nierdzewnej to specjalistyczne formowanie blach nierdzewnych na wzorniku w celu wykonania detali osiowo-symetrycznych: stożków, dennic, półkul, kloszy, króćców, ssawek do odciągów, osłon, obudów, pokryw i elementów technicznych. Rosik™ Sp. z o.o. analizuje detale ze stali 304, 316L, H17 oraz innych gatunków nierdzewnych pod kątem geometrii, grubości blachy, promieni, jakości powierzchni i powtarzalności produkcji.
Zakres podstrony
Wyoblanie stali nierdzewnej 304, 316L i H17
Stal nierdzewna jest materiałem wymagającym większej kontroli procesu niż aluminium, miedź albo mosiądz. Podczas wyoblania znaczenie ma nie tylko grubość blachy, ale również gatunek stali, promień przejścia, głębokość detalu, sposób prowadzenia narzędzia, smarowanie i oczekiwana jakość powierzchni.
Technologia sprawdza się przy detalach, które mają kształt osiowo-symetryczny i mogą być opisane przekrojem. Dzięki temu można wykonać element techniczny lub dekoracyjny bez budowy klasycznego tłocznika, co jest korzystne przy prototypach, krótkich seriach i produkcji specjalnej.
Wyoblanie ręczne
Dobre przy prototypach, jednostkowych detalach i elementach wymagających indywidualnej kontroli powierzchni.
Wyoblanie CNC
Lepsze przy powtarzalnych seriach, gdy liczy się stabilny kształt, powtarzalność przejść i kontrola procesu.
Detale techniczne
Stożki, redukcje, dennice, obudowy, osłony, pokrywy i części wykonywane według rysunku.
Jakie detale ze stali nierdzewnej wykonujemy?
Najlepszym zakresem dla wyoblania stali nierdzewnej są elementy obrotowe, które powstają z krążka lub przygotowanej formatki blachy. Przy każdej geometrii oceniamy, czy detal można wykonać metodą wyoblania, czy wymaga zmiany promieni, podziału na etapy albo wykonania próby technologicznej.
Stożki ze stali nierdzewnej
Stożki, redukcje, przejścia i elementy o kształcie zwężającym do zastosowań technicznych i dekoracyjnych.
Dennice nierdzewne
Dennice, czasze i elementy wypukłe z kontrolowaną średnicą, głębokością oraz promieniem.
Klosze nierdzewne
Klosze, osłony i elementy widoczne, w których liczy się geometria, estetyka i jakość powierzchni.
Obudowy i osłony
Elementy ochronne, pokrywy, korpusy, ssawki metalowe do odciągów i detale użytkowe z blach nierdzewnych.
Półkule i czasze
Elementy kuliste, części dekoracyjne, wypukłe pokrywy i detale specjalne.
Prototypy i serie
Wykonanie od pojedynczej sztuki testowej do krótkiej lub powtarzalnej serii produkcyjnej.
Dobór gatunku stali nierdzewnej do wyoblania
Sam zapis „stal nierdzewna” nie wystarcza do rzetelnej wyceny. Inaczej zachowuje się stal 304, inaczej 316L, a inaczej stal ferrytyczna H17. Dlatego przy zapytaniu należy podać gatunek materiału, grubość, stan powierzchni i oczekiwany efekt końcowy.
| Gatunek / grupa | Typowe zastosowanie | Co sprawdzamy przed wykonaniem |
|---|---|---|
| Stal nierdzewna 304 | Detale techniczne, osłony, klosze, obudowy, stożki | Grubość blachy, promienie, głębokość, powierzchnia |
| Stal nierdzewna 316L | Elementy wymagające wyższej odporności środowiskowej | Gatunek, wymagania jakościowe, możliwość polerowania |
| H17 / stale ferrytyczne | Elementy techniczne i użytkowe zależnie od geometrii | Podatność materiału, ryzyko śladów, promienie i przejścia |
Ważne: przy stali nierdzewnej dobór technologii zależy od połączenia materiału, grubości, średnicy, wysokości, promieni i wymaganej powierzchni. Dlatego przed produkcją analizujemy geometrię detalu, a przy trudnych elementach rekomendujemy próbę technologiczną.
Dlaczego wyoblanie nierdzewki wymaga precyzji?
Nierdzewka jest bardziej wymagająca w formowaniu, ponieważ ma większą odporność mechaniczną i jest bardziej wrażliwa na niewłaściwe prowadzenie narzędzia. Zbyt agresywne przejście może powodować przytarcia, zarysowania, nadmierne naprężenia, lokalne odkształcenia albo problem z zachowaniem promienia.
Promienie
Zbyt mały promień może zwiększać ryzyko zarysowań, pękania lub deformacji krawędzi.
Powierzchnia
Przy elementach widocznych trzeba ustalić, czy detal będzie szczotkowany, polerowany, surowy czy dalej obrabiany.
Smarowanie
Przy stali nierdzewnej właściwe smarowanie ogranicza tarcie, ślady narzędzia i ryzyko uszkodzenia powierzchni.
Jak przygotować zapytanie o wyoblanie stali nierdzewnej?
Do szybkiej i rzetelnej wyceny najlepiej przesłać rysunek techniczny, szkic przekroju, model 3D albo zdjęcie wzoru. Im dokładniejsze dane, tym szybciej można ocenić wykonalność i przygotować kalkulację.
- gatunek stali nierdzewnej, np. 304, 316L, H17 lub inny,
- grubość blachy i informacja, czy materiał dostarcza klient,
- średnica zewnętrzna, wysokość, głębokość, kąt i promienie,
- liczba sztuk: prototyp, krótka seria lub produkcja powtarzalna,
- wymagania dotyczące powierzchni: surowa, szczotkowana, polerowana albo pod dalszą obróbkę,
- informacja, czy detal ma mieć otwory, kołnierz, zawinięcie, rant lub dalszą obróbkę mechaniczną.
Zastosowania detali wyoblanych ze stali nierdzewnej
Detale ze stali nierdzewnej wykonywane metodą wyoblania mogą pracować jako części techniczne, elementy widoczne, osłony, elementy opraw oświetleniowych, pokrywy, redukcje, stożki, dennice i części prototypowe. Technologia jest szczególnie użyteczna wtedy, gdy potrzebny jest detal z blachy, ale klasyczne tłoczenie byłoby zbyt kosztowne albo nieopłacalne przy krótkiej serii.
Przemysł
Osłony, obudowy, redukcje, stożki i elementy techniczne według dokumentacji.
Oświetlenie
Klosze, czasze i elementy dekoracyjne ze stali nierdzewnej.
Produkcja specjalna
Prototypy, krótkie serie i detale wykonywane na indywidualne zamówienie klienta.
Wycena wyoblania stali nierdzewnej
Wyślij rysunek, zdjęcie lub wzór. Podaj gatunek stali, grubość blachy, średnice, wysokość, promienie, liczbę sztuk i wymagania powierzchni.
Przykładowe detale ze stali nierdzewnej


Zobacz powiązane usługi
Wyoblanie CNC
Powtarzalne formowanie detali nierdzewnych i innych materiałów w seriach produkcyjnych.
Stainless steel spinning
English landing page for international B2B customers looking for stainless steel spinning in Poland.
Realizacje wyoblania
Zdjęcia wykonanych detali i przykładów formowania blachy.
Techniczne czynniki, które decydują o jakości wyoblania stali nierdzewnej
Wyoblanie stali nierdzewnej wymaga większej kontroli niż wyoblanie aluminium, miedzi lub mosiądzu. Najważniejsze są gatunek stali, grubość blachy, promienie przejść, nacisk narzędzia, smarowanie oraz wymagany wygląd powierzchni po procesie.
Materiały i grubości
Najczęściej analizujemy stal nierdzewną 304, 316L i H17. Każdy gatunek reaguje inaczej na nacisk, tarcie i umocnienie materiału, dlatego do wyceny potrzebny jest konkretny gatunek oraz grubość blachy.
Promienie i geometria
Zbyt małe promienie, ostre przejścia albo bardzo głębokie kształty zwiększają ryzyko pękania, marszczenia lub pogorszenia powierzchni. Już na etapie zapytania warto podać rysunek lub przekrój detalu.
Powierzchnia i estetyka
Przy elementach widocznych trzeba określić, czy detal ma być techniczny, szczotkowany, satynowany, polerowany albo przygotowany pod dalszą obróbkę. To wpływa na dobór narzędzia i etap wykańczania.
Co wpływa na cenę detalu ze stali nierdzewnej?
- gatunek stali nierdzewnej: 304, 316L, H17 albo inny,
- grubość blachy i średnica krążka lub formatki,
- wysokość, głębokość, promienie i stopień trudności kształtu,
- liczba sztuk: prototyp, seria próbna, krótka seria lub produkcja powtarzalna,
- wymagania dotyczące powierzchni, krawędzi, bicia i tolerancji,
- konieczność wykonania wzornika, próbki lub dodatkowej obróbki po wyoblaniu.
Najczęstsze błędy przy projektowaniu detali nierdzewnych
Najczęstsze problemy to za mały promień przejścia, brak informacji o gatunku stali, brak tolerancji, zbyt duża głębokość względem średnicy oraz wymaganie idealnej powierzchni bez określenia etapu wykończenia. Takie dane warto doprecyzować przed uruchomieniem produkcji.
Zdjęcia realizacji ze stali nierdzewnej
Przy wyoblaniu stali nierdzewnej szczególnie ważne są promienie, powierzchnia, krawędzie i kontrola odkształceń. Zdjęcia pokazują przykłady detali technicznych i dekoracyjnych.




Film: wstępne wykańczanie powierzchni pod efekt satyny
Film pokazuje etap wykańczania powierzchni po wyoblaniu, przygotowywany pod efekt satyny.

Najczęstsze pytania
Czy stal nierdzewna nadaje się do wyoblania?
Tak. Stal nierdzewna nadaje się do wyoblania, ale wymaga dokładniejszej kontroli procesu niż aluminium lub miedź. Ważne są gatunek, grubość, promienie, smarowanie i wymagania powierzchni.
Jakie gatunki stali nierdzewnej można analizować?
Najczęściej analizuje się stal nierdzewną 304, 316L i H17, ale każdy gatunek wymaga oceny geometrii, grubości blachy, wymagań powierzchni i oczekiwanego zastosowania detalu.
Czy wykonujecie stożki ze stali nierdzewnej?
Tak. Stożki ze stali nierdzewnej są jednym z typowych detali do wyoblania, pod warunkiem że geometria, promienie, grubość i średnica pozwalają na bezpieczne formowanie. W tym samym zakresie analizujemy redukcje, króćce i ssawki metalowe do odciągów.
Czy można wykonać dennice nierdzewne metodą wyoblania?
Tak. Dennice, czasze i półkule ze stali nierdzewnej można analizować do wykonania metodą wyoblania, szczególnie przy prototypach, krótkich seriach i detalach specjalnych.
Co trzeba wysłać do wyceny detalu nierdzewnego?
Najważniejsze są: rysunek lub szkic, gatunek stali, grubość blachy, średnice, wysokość, promienie, liczba sztuk, przeznaczenie detalu i wymagania powierzchni.
Czy nierdzewka jest trudniejsza od aluminium?
Tak. Stal nierdzewna wymaga większej kontroli procesu, narzędzi i smarowania. Zwykle jest trudniejsza i droższa w formowaniu niż aluminium.
Co najbardziej utrudnia wyoblanie stali nierdzewnej?
Najczęściej problemem jest połączenie dużej głębokości, małych promieni, znacznej grubości blachy i wysokich wymagań powierzchni. Im trudniejsza geometria, tym ważniejszy jest dobór gatunku, wzornika, smarowania i kolejności przejść narzędzia.
Czy przy wyoblaniu nierdzewki można uzyskać powierzchnię dekoracyjną?
Tak, ale wymaga to określenia oczekiwanego efektu: powierzchnia techniczna, satyna, szczotkowanie, polerowanie albo przygotowanie pod dalszą obróbkę. Sam proces wyoblania i etap wykańczania trzeba wtedy traktować łącznie.
Jakie informacje skracają czas wyceny detalu nierdzewnego?
Najbardziej pomagają: rysunek techniczny, gatunek stali, grubość blachy, średnice, wysokość, promienie, tolerancje, ilość sztuk oraz wymagania dotyczące powierzchni i krawędzi.