
Drykowanie blach to określenie używane dla technologii plastycznego formowania blachy na obracającym się wzorniku. W praktyce drykowanie metalu jest blisko związane z wyoblaniem metalu i służy do wykonywania detali osiowo-symetrycznych: stożków, kloszy, dennic, półkul, czasz, osłon, obudów, ssawek do odpylania, detali technicznych z blachy i elementów dekoracyjnych.
Zakres podstrony
Drykowanie blach i wyoblanie metalu
W języku warsztatowym i handlowym pojęcia drykowanie blach oraz wyoblanie metalu bywają stosowane zamiennie. W obu przypadkach chodzi o formowanie blachy na wzorniku w celu uzyskania kształtu obrotowego. Różnice w nazewnictwie wynikają głównie z tradycji branżowej, regionu, rodzaju warsztatu i używanego języka technicznego.
Na stronie używamy obu określeń, ponieważ klienci szukają usługi na różne sposoby. Dla procesu produkcyjnego najważniejsze są jednak nie nazwy, ale geometria detalu, materiał, grubość, wzornik, promienie, krawędzie i wymagania powierzchni.
Drykowanie
Tradycyjne określenie procesu formowania blachy na wzorniku.
Wyoblanie
Najczęściej używana nazwa technologii dla detali osiowo-symetrycznych.
Metal spinning
Angielski odpowiednik używany przy zapytaniach międzynarodowych.
Detale z blachy wykonywane metodą drykowania
Metodą drykowania blach wykonujemy elementy techniczne i dekoracyjne stosowane w produkcji, renowacji, budowie maszyn, oświetleniu, wentylacji, osłonach, obudowach oraz detalach wykonywanych na indywidualne zamówienie. Najczęściej są to stożki metalowe, klosze, dennice i półkule, czasze, redukcje, ssawki do odciągów, elementy do instalacji odpylania, misy, pierścienie, maskownice i obudowy z blachy. Proces pozwala uzyskać płynne przejścia kształtu, dobrą estetykę powierzchni i możliwość wykonania elementu bez klasycznego tłoczenia. Przy krótkich seriach i nietypowych wymiarach drykowanie często ogranicza koszt przygotowania oprzyrządowania.
Stożki i redukcje
Stożki metalowe, przejścia, leje, króćce, ssawki do odciągów i elementy techniczne.
Klosze metalowe
Klosze aluminiowe, mosiężne, miedziane i stalowe do opraw oraz lamp.
Dennice i półkule
Czasze, denka, pokrywy, misy i elementy kuliste.
Osłony i obudowy
Elementy przemysłowe, techniczne i ochronne z blachy.
Elementy dekoracyjne
Detale z miedzi, mosiądzu, aluminium i stali, gdzie ważna jest powierzchnia.
Prototypy i serie
Pojedyncze sztuki, próbki, krótkie serie i produkcja powtarzalna.
Materiały do drykowania blach
Drykowanie i wyoblanie wykonujemy m.in. z blach stalowych, nierdzewnych, aluminiowych, miedzianych i mosiężnych. Możliwość wykonania detalu zależy od kształtu, średnicy, głębokości, promieni, grubości blachy, rodzaju materiału oraz wymaganej tolerancji. Do wstępnej oceny najlepiej przesłać rysunek techniczny, szkic, zdjęcie, wymiary, informację o materiale, grubości blachy i liczbie sztuk. Na tej podstawie można dobrać technologię wykonania oraz określić, czy detal będzie lepiej wykonać metodą drykowania, wyoblania ręcznego czy wyoblania CNC.
| Materiał | Typowe detale | Uwagi technologiczne |
|---|---|---|
| Aluminium | klosze, stożki, osłony, lekkie obudowy | dobre do formowania, wymaga kontroli powierzchni |
| Stal nierdzewna | stożki, dennice, osłony, elementy techniczne | trudniejsza w formowaniu, wymaga kontroli smarowania i narzędzi |
| Stal czarna | osłony, pokrywy, redukcje, elementy użytkowe | często wymaga dalszego zabezpieczenia powierzchni |
| Miedź | dennice, czasze, plafony, elementy dekoracyjne | plastyczna, ale powierzchnia wymaga staranności |
| Mosiądz | klosze, stożki, elementy lamp, detale premium | ważny gatunek, grubość i wymagania wykończenia |
Jak przygotować zapytanie o drykowanie blach?
Do szybkiej wyceny najlepiej przesłać rysunek techniczny albo szkic przekroju. Jeżeli nie ma rysunku, można zacząć od zdjęcia lub wzoru, ale wymiary i materiał trzeba doprecyzować przed finalną kalkulacją. Dane możesz też przesłać przez wycenę detalu z blachy.
Minimalny zestaw danych
- rysunek, szkic, zdjęcie albo wzór detalu,
- materiał i grubość blachy,
- średnice, wysokość, głębokość, promień lub kąt,
- typ krawędzi: obcięta, zawinięta, kołnierz, wywinięcie,
- liczba sztuk: prototyp, próbka, krótka seria, produkcja,
- wymagania powierzchni: techniczna, dekoracyjna, pod lakier, pod galwanikę,
- tolerancje, bicie, wymagania montażowe,
- termin i informacja o dalszej obróbce.
Proces współpracy przy drykowaniu blach
Proces zaczyna się od analizy detalu. Następnie dobierany jest sposób wykonania: ręczne wyoblanie, CNC albo proces mieszany. Przy nowym detalu kluczowy jest wzornik, próba i zatwierdzenie kryteriów odbioru.
Dane wejściowe
Rysunek, zdjęcie, materiał, grubość, ilość.
Ocena technologii
Wybór ręcznego, CNC albo procesu mieszanego.
Wzornik
Przygotowanie kształtu pod wymagany detal.
Próba
Ocena geometrii, krawędzi i powierzchni.
Produkcja
Seria po zatwierdzeniu próbki i warunków odbioru.
Kiedy drykowanie blach ma przewagę?
| Sytuacja | Dlaczego drykowanie / wyoblanie? |
|---|---|
| Prototyp lub krótka seria | Można ograniczyć koszt uruchomienia względem pełnego tłocznika. |
| Detal osiowo-symetryczny | Proces naturalnie pracuje wokół osi obrotu i dobrze pasuje do stożków, dennic oraz kloszy. |
| Wymiar niestandardowy | Detal może być przygotowany pod konkretną średnicę, wysokość, promień i materiał. |
| Detal dekoracyjny | Można pracować na miedzi, mosiądzu, aluminium i stali, uwzględniając wymagania powierzchni. |
| Produkcja według wzoru | Możliwa analiza istniejącego elementu, zdjęcia albo szkicu z wymiarami. |
Ważne
Drykowanie nie jest uniwersalnym rozwiązaniem dla każdego detalu z blachy. Najlepiej działa tam, gdzie detal ma geometrię obrotową, a klient może określić materiał, grubość, wymiary i oczekiwany efekt powierzchni.
Wycena drykowania blach
Wyślij rysunek, zdjęcie lub wzór. Podaj materiał, grubość blachy, średnice, wysokość, promienie, liczbę sztuk oraz wymagania powierzchni i wykończenia.
Stożki, dennice, klosze i półkule metalowe
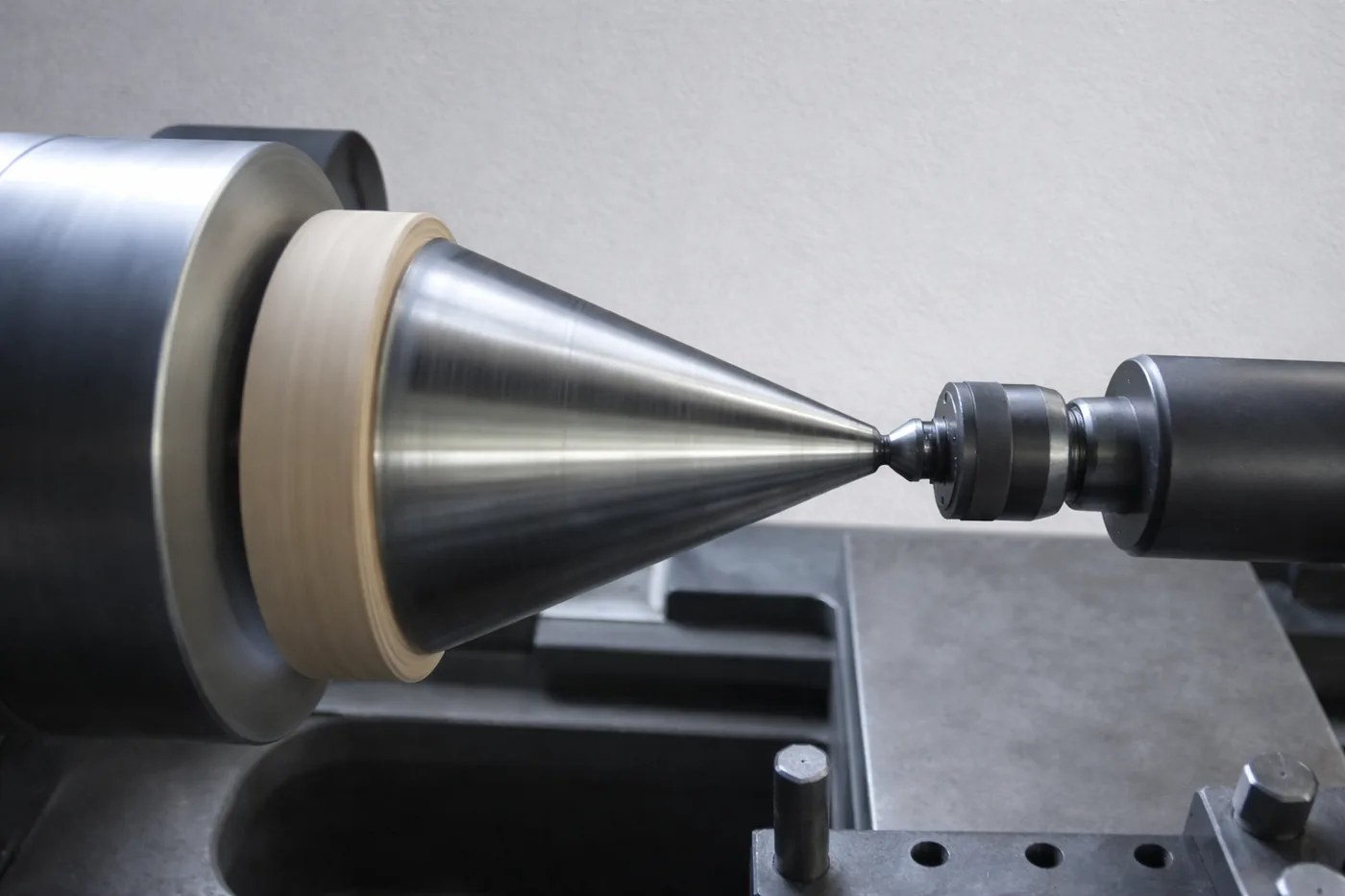


Drykowanie jako formowanie obrotowe blachy
Drykowanie blach to warsztatowa nazwa procesu, w którym blacha jest formowana na obracającym się wzorniku przez kontrolowany docisk narzędzia. W odróżnieniu od ogólnego opisu wyoblania ta podstrona skupia się na praktyce drykowania: ustawieniu wzornika, prowadzeniu rolki, smarowaniu, docisku i ocenie powierzchni po kolejnych przejściach.
Metodą drykowania wykonuje się przede wszystkim stożki, redukcje, dennice, klosze, obudowy, czasze, osłony oraz elementy dekoracyjne i techniczne. Dla konkretnych detali produktowych sprawdź także stożki metalowe, dennice i półkule oraz klosze metalowe.
Ręczne drykowanie czy CNC?
Ręczne drykowanie jest elastyczne przy pierwszej sztuce, prototypie albo detalu, który wymaga korekty w trakcie formowania. Operator może reagować na zachowanie blachy, ślady narzędzia i naprężenia. Wyoblanie CNC ma przewagę wtedy, gdy po zatwierdzeniu próbki liczy się powtarzalność ścieżki narzędzia, stabilna geometria i większa liczba sztuk.
Co wpływa na jakość drykowania?
- Materiał i grubość: decydują o podatności na rozciąganie, marszczenie i pękanie.
- Promień rolki: zbyt agresywny promień może zostawić ślady lub przeciążyć materiał.
- Smarowanie: ogranicza tarcie, poprawia powierzchnię i zmniejsza ryzyko zarysowań.
- Centrowanie wzornika: wpływa na bicie, symetrię i równomierność krawędzi.
Typowe błędy procesu
Najczęstsze problemy to za mały lub zbyt duży docisk, mimośrodowo ustawiony wzornik, złe smarowanie, zbyt szybki posuw oraz brak próby przy materiale o niepewnej podatności. W zapytaniu warto od razu podać rysunek, materiał, grubość, ilość i wymagania powierzchni. Dane można przesłać przez formularz wyceny.
Najczęstsze pytania
Czym jest drykowanie blach?
Drykowanie blach to formowanie obrotowe blachy na wzorniku. Materiał jest dociskany narzędziem lub rolką, aż przyjmie kształt stożka, dennicy, klosza, redukcji albo innego detalu osiowo-symetrycznego.
Czym drykowanie różni się od wyoblania?
W praktyce pojęcia często są używane zamiennie. Drykowanie podkreśla warsztatową stronę procesu: wzornik, docisk, smarowanie, prowadzenie rolki i kontrolę powierzchni.
Kiedy wybrać ręczne drykowanie, a kiedy CNC?
Ręczne drykowanie sprawdza się przy prototypach, pojedynczych sztukach i korektach w trakcie procesu. CNC jest korzystne przy powtarzalnych seriach po zatwierdzeniu geometrii.
Co wpływa na jakość drykowanej powierzchni?
Najważniejsze są materiał, grubość blachy, promień rolki, smarowanie, docisk, centrowanie wzornika i tempo posuwu narzędzia.
Jakie błędy mogą pojawić się przy drykowaniu?
Typowe błędy to za mały lub zbyt duży docisk, mimośrodowość wzornika, złe smarowanie, zbyt szybki posuw, marszczenie krawędzi i ślady narzędzia na powierzchni.